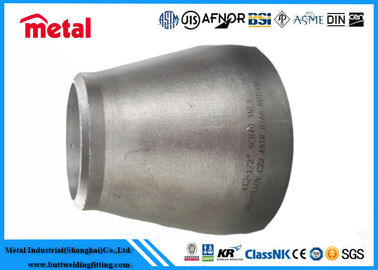
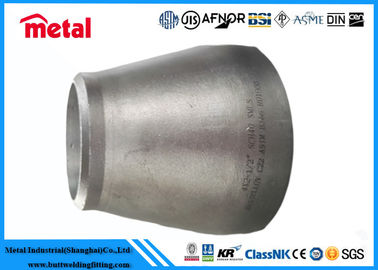
ข้อต่อก้นเชื่อม Super Duplex Stainless Steel UNS S32750 ตัวลดแรงเสียดทาน 1 * 3/4 ASME B16.9
ตัวลดเยื้องศูนย์หมายถึงท่อที่มีเส้นผ่านศูนย์กลางต่างกันซึ่งไม่ได้อยู่ตรงกลาง
สายเดียวกันและหลอดด้วยจุดศูนย์กลางหนึ่งในบรรทัดเดียวกันเรียกว่าศูนย์กลาง
ตัวลดกระบวนการขึ้นรูปที่ใช้กันทั่วไปคือการหดตัวปั้นขยาย
การขึ้นรูปหรือหดและขยายการขึ้นรูปและการปั๊มก็สามารถใช้ได้เช่นกัน
ข้อกำหนดของท่อขนาดเส้นผ่านศูนย์กลางต่างๆการประยุกต์ใช้ตัวลดแรงเสียดทาน หัวฉีด
เส้นผ่านศูนย์กลางของปลายทั้งสองของตัวลดประหลาดนั้นแตกต่างกัน ดังนั้นจึงใช้เชื่อมต่อ
อุปกรณ์ท่อหรือหน้าแปลนที่มีเส้นผ่านศูนย์กลางต่างกันเพื่อเปลี่ยนเส้นผ่านศูนย์กลางหลอดที่แตกต่างกัน
เส้นผ่านศูนย์กลางเยื้องศูนย์ที่ปลายปากทั้ง 2 ข้าง ศูนย์กลางของวงกลมอยู่ทางเดียวกัน
แกน เมื่อเส้นผ่านศูนย์กลางท่อคำนวณกับแกน ตำแหน่งของท่อจะยังคงอยู่
ไม่เปลี่ยนแปลง โดยทั่วไปใช้สำหรับการเปลี่ยนแปลงเส้นผ่านศูนย์กลางของท่อก๊าซหรือของเหลวในแนวตั้ง
ความกลมของตัวลดไม่ควรเกิน 1% ของเส้นผ่านศูนย์กลางภายนอกของ
ปลายที่สอดคล้องกันและค่าเบี่ยงเบนที่อนุญาตคือ ±3 มม.วัสดุตัวลดดำเนินการ
SY/T5037, GB/T9711, GB/T8163, American Standard ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN German Standard และลูกค้า
มาตรฐานข้อกำหนด
ตัวลด (หัวใหญ่และเล็ก) เป็นอุปกรณ์ท่อชนิดหนึ่งที่ใช้สำหรับลดท่อการขึ้นรูป
กระบวนการที่ใช้กันทั่วไปคือการกดขนาดเส้นผ่านศูนย์กลางลดลง การกดขยาย หรือเส้นผ่านศูนย์กลาง
นอกจากนี้ยังสามารถใช้การลดลงและการกดขยายและการปั๊มสำหรับข้อมูลจำเพาะบางอย่าง
ของตัวลด
ก.การหดตัว / การขยายการขึ้นรูป
ขั้นตอนการหดตัวของตัวลดคือการทำให้ท่อว่างเท่ากับเส้นผ่านศูนย์กลางของ
ปลายขนาดใหญ่ของตัวลดเข้าไปในแม่พิมพ์ขึ้นรูป และโลหะเคลื่อนไปตามโพรงแม่พิมพ์
และหดตัวและขึ้นรูปโดยการกดตามแนวแกนของท่อเปล่าตาม
สำหรับขนาดของเส้นผ่านศูนย์กลางของตัวลดจะแบ่งออกเป็นการกดขึ้นรูปหนึ่งครั้งหรือหลายอัน
กดขึ้นรูปรูปด้านล่างแสดงแผนผังของเส้นผ่านศูนย์กลางที่ลดลง
การก่อตัวของตัวลดศูนย์กลาง
การขึ้นรูปขยายเส้นผ่านศูนย์กลางคือการใช้ช่องว่างของท่อที่มีขนาดเล็กกว่าเส้นผ่านศูนย์กลางของขนาดใหญ่
ปลายของตัวลดและเส้นผ่านศูนย์กลางภายในของช่องว่างของท่อจะขยายไปตามด้านใน
เส้นผ่านศูนย์กลางของท่อเปล่าพร้อมดายเจาะภายในขั้นตอนการขยายเส้นผ่านศูนย์กลาง
ส่วนใหญ่แก้ไขสถานการณ์ที่ตัวลดที่มีเส้นผ่านศูนย์กลางขนาดใหญ่นั้นไม่ง่ายที่จะเกิดขึ้น
โดยการหดตัวและบางครั้งตามความต้องการในการขึ้นรูปของวัสดุและผลิตภัณฑ์
รวมวิธีการขยายขนาดเส้นผ่านศูนย์กลางและการลดขนาดเส้นผ่านศูนย์กลาง
ในกระบวนการหดตัวหรือขยายขนาดเส้นผ่านศูนย์กลางการกดตาม
วัสดุที่แตกต่างกันและการเปลี่ยนแปลงขนาดเส้นผ่าศูนย์กลาง มันถูกกำหนดให้ใช้การกดเย็นหรือการกดร้อน
ภายใต้สถานการณ์ปกติ การกดเย็นจะใช้มากที่สุด แต่การกดร้อน
ควรใช้สำหรับงานชุบแข็งรุนแรงที่เกิดจากตัวลดหลายตัว ความหนาของผนังหนา
หรือวัสดุเหล็กผสม
ข.ปั๊มขึ้นรูป
นอกเหนือจากการใช้ท่อเหล็กเป็นวัตถุดิบในการผลิตข้อลดแล้วข้อกำหนดบางประการ
นอกจากนี้ยังสามารถผลิตตัวลดขนาดได้โดยการปั๊มและขึ้นรูปแผ่นเหล็กรูปร่างของ
แม่พิมพ์ที่ใช้สำหรับการยืดได้รับการออกแบบตามขนาดของพื้นผิวด้านในของตัวลด
และแผ่นเหล็กหลังจากการปั๊มขึ้นรูปจะถูกประทับตราและยืดออกโดยแม่พิมพ์


 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร! Thai
Thai